2015-12-24 浏览量 1912
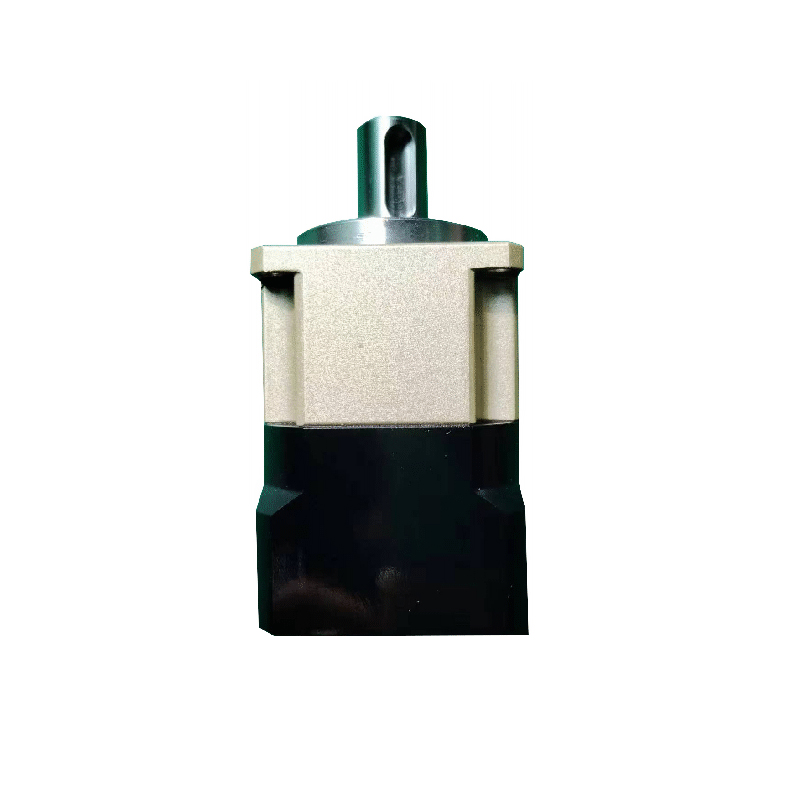
事故:在后部放煤的过程中,机头减速器发生巨大异声,随之停止运行,经开盖检查后发现轴及两轴齿面的齿全部被打掉,俗称推齿,造成输送机停运。
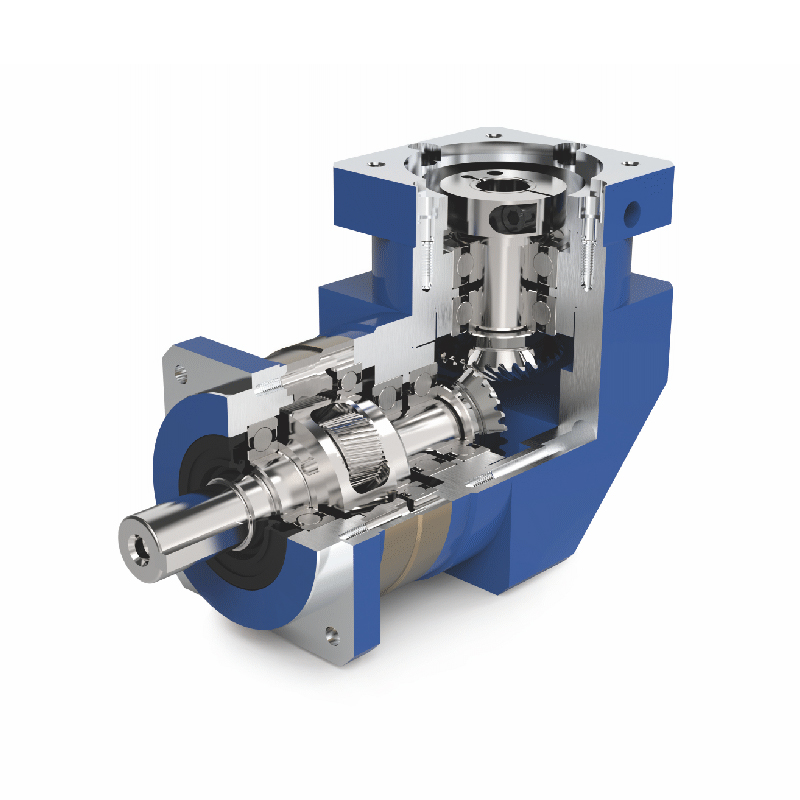
原因:因为铺设长度、链条形式、运输方向的改变,而减速器仍使用原设计中的减速器,使减速机能力不足,这是间接原因。主要原因由于减速器本身能力不足,输送机拉上山,自重增加,在一段时间运行后,减速器头轴、伞齿轮副齿面出现“点蚀”现象,但没有引起检修人员的足够重视,没有进行强制检修或更换,这是主要原因。重要原因当班,软启动器出现故障(注:该输送机没有使用液力偶合器),改用直接启动,无法吸收输送机启动过程中的电气冲击和机械冲击,这是重要原因。人为原因当班由于放煤量较大,造成输送机严重过负荷无法运行(俗称“压死溜子”)。在这种情况下,当班人员没有及时清卸掉输送机上的煤以降低载荷,而是采用强行启动输送机,在齿面已出现疲劳磨损的情况下,最终导致本次事故。
措施:软启动器是一种采取降压启动的方式,可使电动机缓慢启动,电动机转速在0~60s的时间里逐渐达到额定转速。采取的改进措施:加大对减速器的日常维护保养力度,发现事故隐患及时处理,杜绝设备“带病”运行。坚持使用磁力启动器的过流保护,避免输送机过载起动。在输送机被“压死”时,要及时清卸输送机上的负载,杜绝强行起动。要及时清理减速器周围及顶部浮煤,改善通风条件,避免减速器温度过高。该输送机使用在支架后部,机头部空间狭小,浮煤较多,散热条件极差,使减速器长期过热运行,是造成齿轮“点蚀”的根本原因。
移动安昂商城
手机商城:m.vipdo.cn