2015-12-25 浏览量 2723
一、检修项目
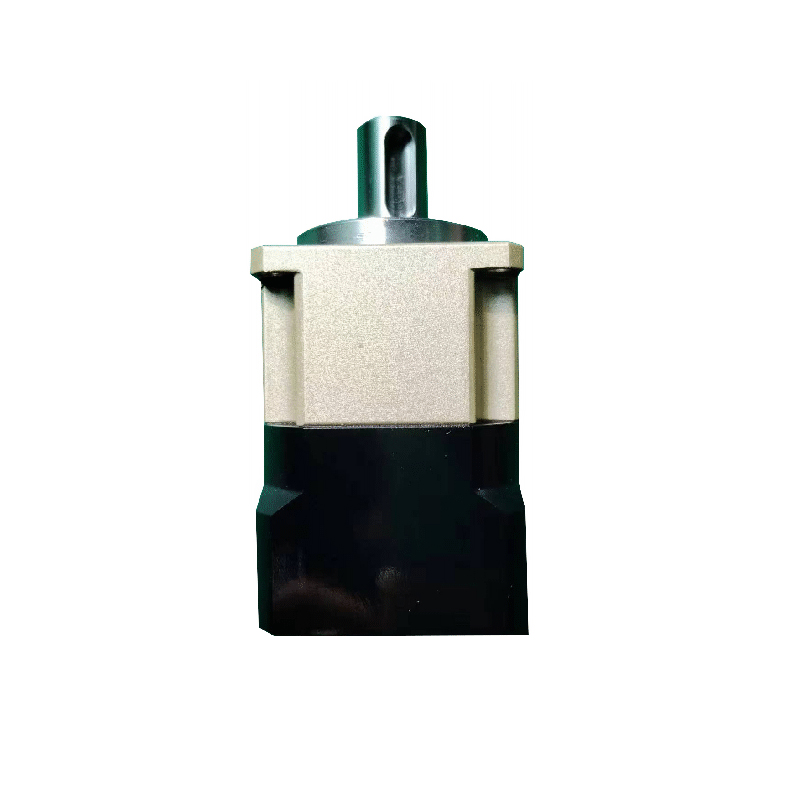
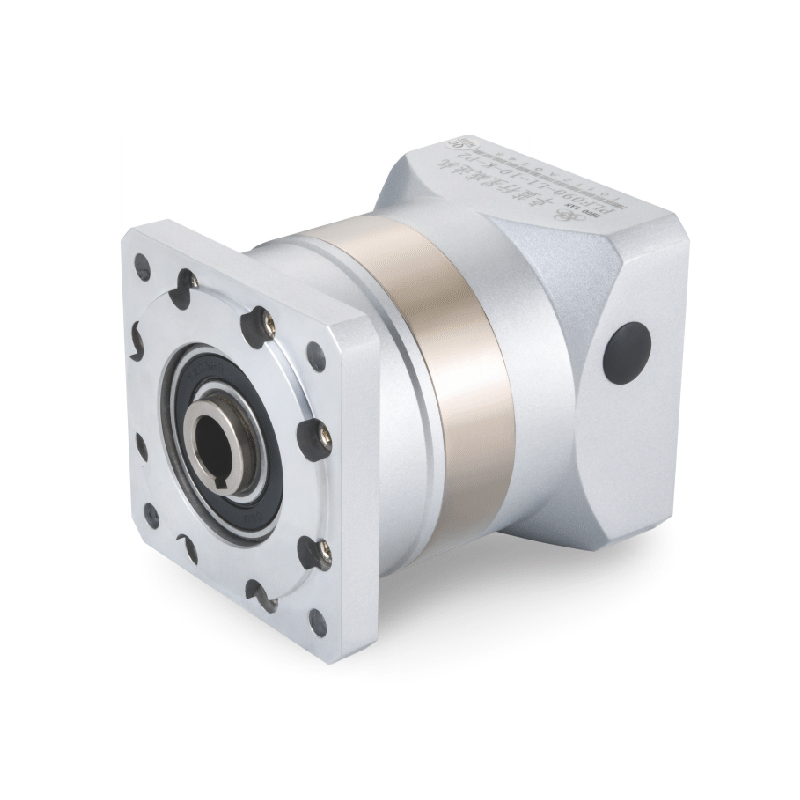
1、A空预器CDA400减速机全部解体大修,油脂化验并更换(共1台)
2、A空预器CDA200减速机全部解体大修,油脂化验并更换(共2台)
3、A空预器FZAK81减速机全部解体大修,油脂化验并更换(共3台)
4、B空预器CDA400减速机全部解体大修,油脂化验并更换(共1台)
5、B空预器CDA200减速机全部解体大修,油脂化验并更换(共2台)
6、B空预器FZAK81减速机全部解体大修,油脂化验并更换(共3台)
二、施工前准备
2.1 备品配件准备 各种轴承共60套,各种密封材料共106件
2.2 材料准备 矿物或合成润滑油MOBIL SHB639150升/台;VG220 10升/台锂基润滑剂5KG/台;角铁∠30 60m;
2.3 工具准备 电动葫芦1t一台,钢丝绳10对,小推车二部,撬杠二把,手锤二把,木锤二把,手拉葫芦1t 3m二只,焊钳一把,割炬一把,游标卡尺300一把,千分尺一把,铜棒二根(粗),10件组合扳手一套,内六方套件一套,螺丝刀二把,批灰刀二把,砂纸20箱,锉刀二把,照明灯二部,活扳手10″一把,18″一把,管钳一把。
2.4 资料准备 2.4.1运行情况记录,设备缺陷统计情况。 2.4.2 设备图纸及说明书。
2.5 工作组人员分工及办理开工手续。 2.5.1组织职工学习有关资料,明确工作组成员分工。 2.5.2工作负责人应和工作许可人一起,共同检查安全措施执行情况,确认安全措施得到正确执行后,方可办理开工手续。 2.6 现场应规定零部件的摆放位置及做好防地面污染措施。
三、检修工序
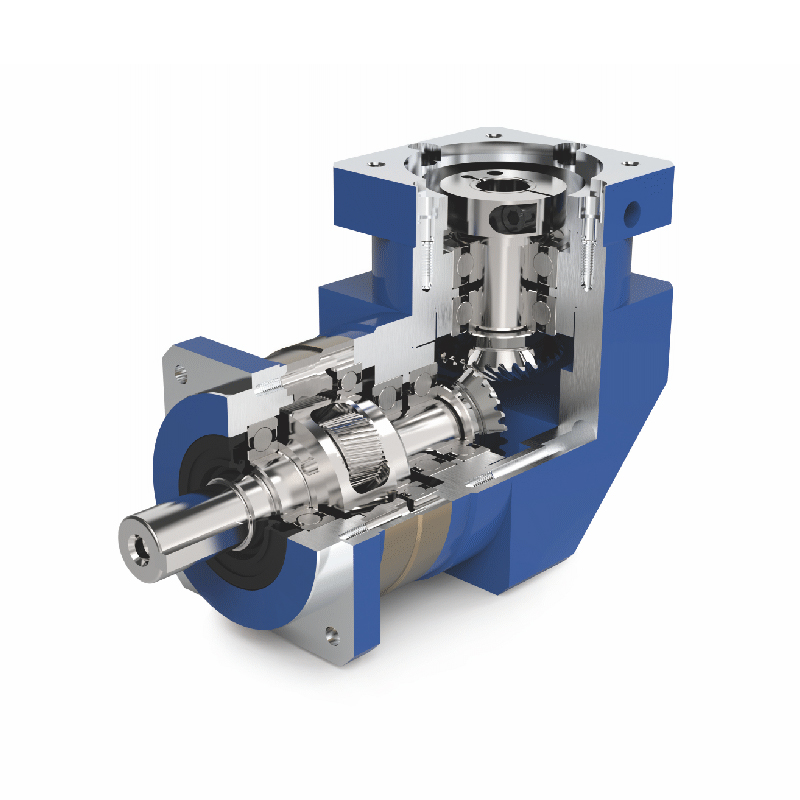
3.1 FZAK81减速机拆卸与检修 3.1.1松开电动机联接法兰螺栓使电动机钟形罩联轴器脱离,移开电动机。移开时避免造成传动轴拉伤。 3.1.2一级齿轮箱,二级齿轮箱,三级齿轮箱中的油放掉,拧紧放油孔螺栓。 3.1.3松开一、二级齿轮箱之间的种型罩连接螺栓,将FZAK81减速机吊出至平台上。 3.1.4对所拆卸钟形罩及一级齿轮箱检查,进行逐一分解。移开时避免造成传动轴拉伤。 3.1.5检查各齿轮有无磨损,磨损严重的予以更换,外观检查各轴承合格后,测量间隙是否超标;检查各涡轮、涡杆磨损及齿啮合状况;内部机械损坏状况。 3.1.6更换所有的轴承及油封;确保各组件回装完备,正确;确保油封、轴承复位准确;确保各齿轮箱油料正确,油位合适;涡轮涡杆啮合准确;详细记录轴承装配间隙涡轮,涡杆啮合数据。无漏油现象发生。 3.1.7按照拆卸的顺序反向回装减速机。
3.2 CDA200减速机拆卸与检修(在交流马达处有1个超越离合器) 3.2.1用吊索将二级齿轮箱吊起并收紧绳索。 3.2.2松动二级齿轮箱转矩臂固定螺栓 3.2.3松开二级齿轮箱车内端盖板—轴端压板,利用千斤顶及专用工具,使二级齿轮箱从转子传动轴上脱离,放于指定地点,注意避免造成传动轴拉伤 3.2.4松开转子传动齿轮箱上压盖—传动轴两侧压盖。 3.2.5对转子传动齿轮箱及内部涡轮、涡杆等组件进行清洗,全面检查。外观检查各轴承合格后,测量间隙是否超标;检查各涡轮、涡杆磨损及齿啮合状况;内部机械损坏状况。 3.2.6更换所有的轴承及油封;确保各组件回装完备,正确;确保油封、轴承复位准确;确保各齿轮箱油料正确,油位合适;涡轮涡杆啮合准确;详细记录轴承装配间隙涡轮,涡杆啮合数据。无漏油现象发生。 3.2.7按照拆卸的顺序反向回装减速机。
3.3 CDA400减速机拆卸与检修 3.3.1 使用吊索将三级齿轮箱吊起并收紧吊具,避免造成传动轴拉伤。 3.3.2取出三级齿轮箱并放置在平台处 3.3.3拆开外壳处的所有压盖 3.3.4对转子传动齿轮箱及内部涡轮、涡杆等组件进行清洗,全面检查;外观检查各轴承合格后,测量间隙是否超标;检查各涡轮、涡杆磨损及齿啮合状况;内部机械损坏状况。 3.3.5更换所有的轴承及油封,确保各组件回装完备,正确;确保油封、轴承复位准确;确保各齿轮箱油料正确,油位合适;涡轮涡杆啮合准确;详细记录轴承装配间隙涡轮,涡杆啮合数据。无漏油现象发生。 3.3.6按照拆卸的顺序反向回装减速机
3.4 CDA400减速机的吊回与回装
3.5 CDA200减速机的吊回与回装并与CDA400减速机的接口处进行间隙调整
3.6 FZAK81减速机的吊回与回装,(在交流马达处有1个超越离合器)注意调整各个对轮之间的间隙,对轮之间至少要有3MM的膨胀碱洗。
3.7 各个电机的回装注意调整各个对轮之间的间隙,对轮之间至少要有3MM的膨胀碱洗。
3.8 各个减速机加油。
移动安昂商城
手机商城:m.vipdo.cn