为什么国内工业机器人用的RV减速机一般都是进口的?
减速机
技术——价格死循环。还不仅仅是国内的机器人减速器行业的困境。更是中国企业在以数控机床和机器人为代表的,现代化高技术装备行业中面临的困境。
笔者作为机器人从业者,对机器人用的减速机行业的情况略知一二。应该说,这个问题并不仅仅是中国在国产RV减速机的问题,它也是所有中国在试图自主制造高级设备企业面临的共性问题。
我们把它称之为技术-成本死循环。

技术方面
首先我们看技术方面。
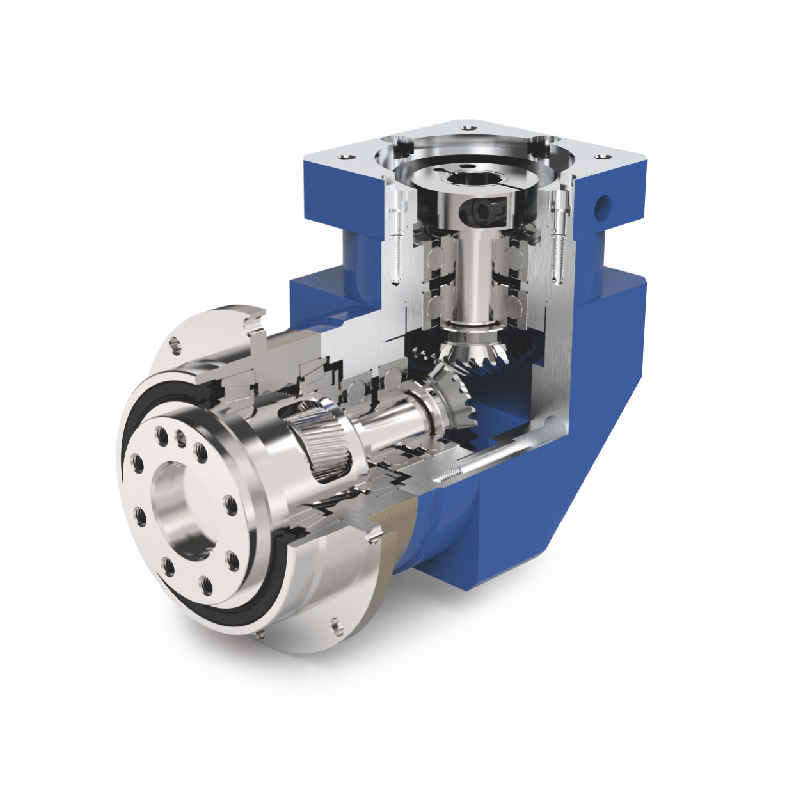
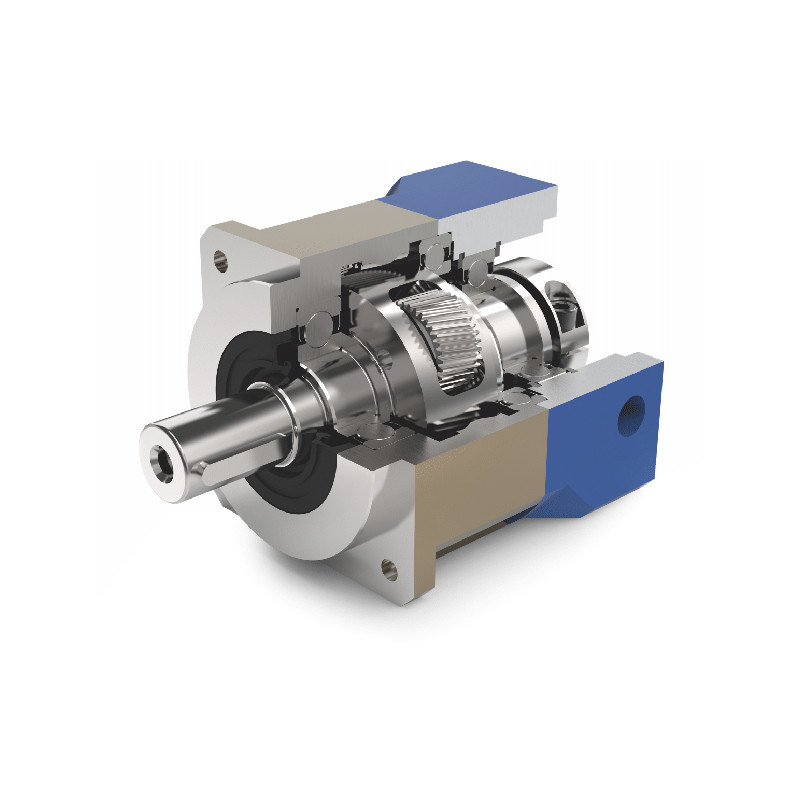
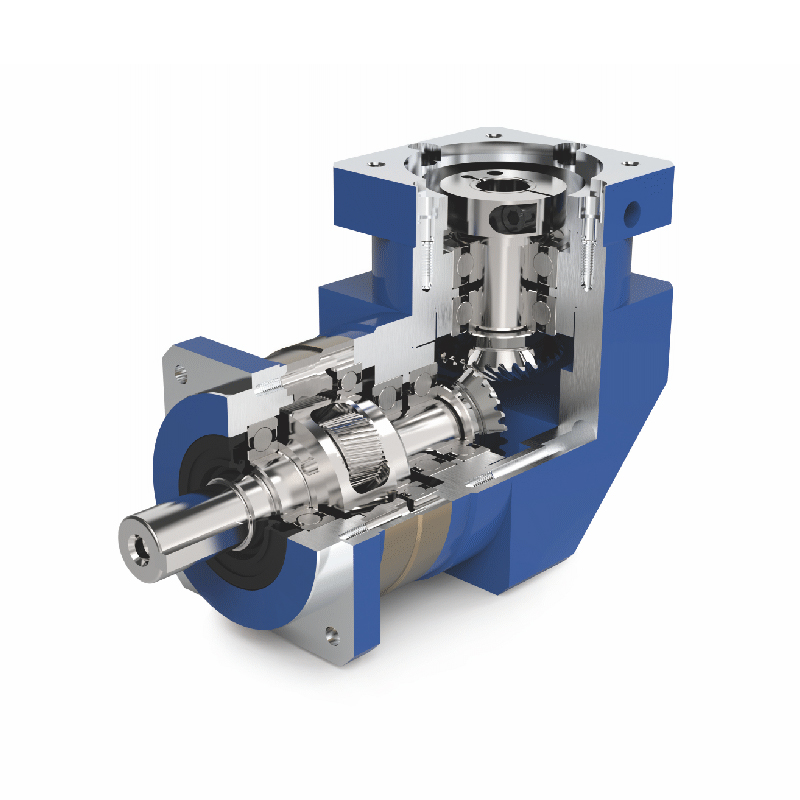
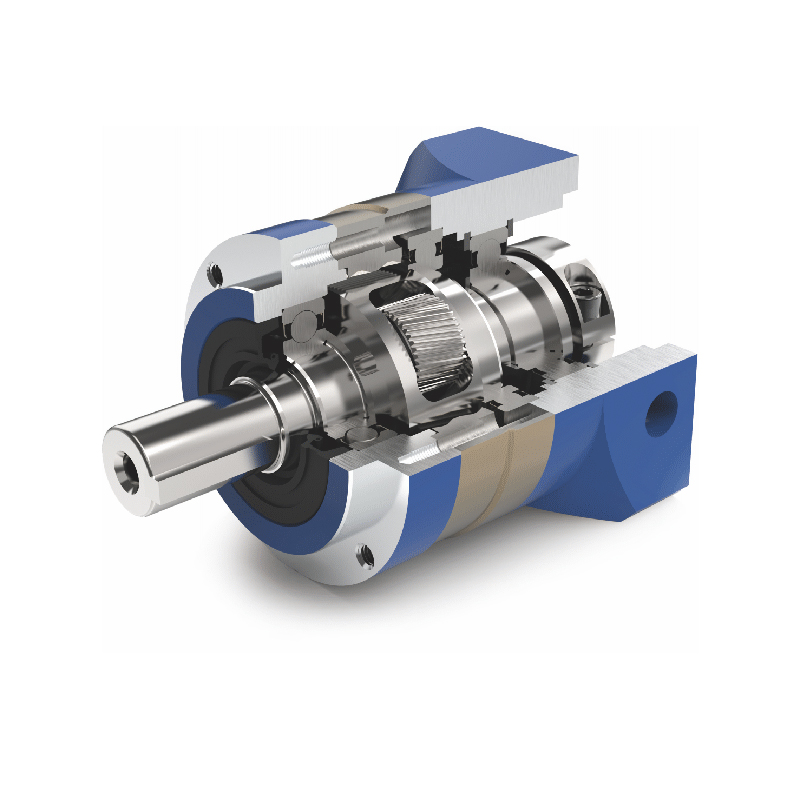
RV减速机,作为一种小体积,大传动比,零背隙,超高传动/体积比的减速机,是精密机械工业的一个巅峰之作,减速机里面完全是由高精度的元件,齿轮相互啮合,对材料科学,精密加工装备,加工精度,装配技术,高精度检测技术提出了极高的要求。
我们现在所能做的只是从购买产品里面拆开分解分析,进行反向工程,完全知其然而不知其所以然。
给大家举个例子吧,18世纪的时候,欧洲的玻璃器及光学用途玻璃于世界,因为它的玻璃纯净介质均匀,确保光不会在介质疏密不均情况下发生折射,影响光学性能。其他国家的工匠将一直想要了解清楚缘由,但是一直也没有破解其奥秘所在,后来直到20世纪这个方法才被完全公开,也就是在玻璃在热融状态进行长时间加热不停的搅拌,并且搅拌的速度角度和方法也各有讲究,但是,不知道这一点,凭摸索就是以前很难与突破的。
另外一个真实的故事,日本知名的摩托车制造企业铃木摩托车,在中国有一个合资制造厂叫江门大长江铃木摩托车制造有限公司,这家公司,在中国肇庆分厂建厂之初曾经碰到一个怪事。他们的一个250cc,59马力的摩托车发动机在中国组装的产品硬是只有55个马力,那丢失的4个马力不知道到哪里去了?材料是一样的,真的生产工艺方法也是一样的,后来大概花了足足一年的时间进行TQM落实整改,才慢慢的把那4个马力差异找回来,这里牵涉到严格的工艺规范和质量控制工程,就是工业技术半点来不得马虎的地方。
笔者也曾经试用过国产的知名某品牌的RV减速机,应该说确实能用,但是其噪声和发热量明显高于进口品牌纳博特斯克的减速机,搞机械的都知道,发生噪声和发热都意味着其中的一些齿轮啮合不良,有超额摩擦磨损,有内部应力,机械不是在一种正常的工况下进行工作,这样的机械寿命不会很长。后来他们几番改进,降低了不少,但还是达不到Nab的水平,不同于电气产品,机械元件的失效和损坏不是立竿见影的,而是一个有时间的过程,哪怕现在能用。谁也不能保证,3个月半年一年之后,是不是会因为磨损报废,那时候进行对成千上万的产品召回或者维修的成本就大得吓人了,所以确实不敢用。
成本方面
技术性能是一方面,成本又是另外一个方面。
加工制造减速机的设备都非常昂贵,比如美盖勒平面磨床, 内孔端面外圆一道磨 ,精度0.5μ重复定位0.3μ ,据说加工达到1μ,有砂轮库。折合人民币价值就接近千万元了。在没有足够的产量支撑下,他的设备摊销成本就高得吓人。
业界有个笑话:
话说财经记者采访某刚刚上市的减速机制造企业的老总:
“请问您融资了几个亿,打算用来干什么呢”
“先把拖欠供应商欠款,拖欠工资奖金啥的给发了,然后还一下买美盖勒的贷款”
“那剩下的呢?”
老板抬起头,吐了一口烟
“剩下的啊,慢慢还……”
这当然是个笑话,但其实不光是美盖勒的磨床。生产减速机的所有设备,所有管理人员都要参在一个非常小的批量上进行设备摊销,成本下不来。而形成对比的是纳博特斯克一家,就几乎垄断了全球的大负载大传动比机器人用减速机的供应。——在这里插一句话,这种减速机实际上应该是摆线针轮的一个改进种,RV不是正式名称,而只是纳博特斯克的产品型号,因为其垄断地位,使得我们现在把这类减速机都称为RV。——我们的批量再怎么样也不过是那博的1%。所以这就变成了一个恶性循环,成本比国外竞争对手高性能却比性的对手差,销量当然高不了,然后也不可能实现规模效应,实现盈利,而没有盈利,没有批量就没有足够的资源进行技术改进探索研发,没有足够的销售批量就没有办法形成质量控制,也没有办法改进技术和性能。
现在所说的这个,技术——价格死循环。还不仅仅是国内的机器人减速器行业的困境。更是中国企业在以数控机床和机器人为代表的,现代化高技术装备行业中面临的困境。
中国的工业从业者们,仍然任重而道远啊!