2017-03-04 浏览量 305
各类机床导轨的比较及分析大全
机床设计者在设计机床时,导轨的设计形式是多种多样的。人们不禁要问,哪一种导轨是最佳的。本文阐述的是各种导轨的比较和分析其不同的原因。
机床控制组件的运动实现了机床的精密加工,这是手动工具和机床的主要区别,下面讨论的是机床的控制组件之一——导轨系统。
机床制造者最关心的莫过于机床的精度,刚性和使用寿命。对导轨系统的研究途径是很不够的,至少在机床制造技术方面没有把它放在重要的位置上,在机床样本,宣传广告上,最具有吸引力的技术参数是:主轴转速、进给速度、换刀时间和快速进给速度。当然,这些参数对机床的性能是很重要的。但导轨为机床功能的实现奠定了可靠的基础。
各种类型的机床工作部件,都是利用控制轴在指定的导轨上运动,机床设计者根据机床的类型和用途选用各种不同形式的导轨系统,用得较为广泛的有下列三种;即平面导轨、直线滚动导轨和循环滚柱与平面导轨的组合所构成的滚动体导轨。当然系统远不止上述三种形式,还有其它形式的导轨。
导轨的功能
尽管导轨系统的形式是多种多样的,但工作性质都是相同的,机床工作部件在指定导轨系统上移动,尤如火车沿着铁轨在指定的方向上行驶。无论是机床导轨还是铁路上的铁轨,都是体现如下三种基本功能:
(1)为承载体的运动导向
(2)为承载体提供光滑的运动表面
(3)把火车的运动或机床的切削所产生的力传到地基或床身上,减少由此产生的冲击对乘客和被动加工零件的影响。
沿导轨系统的运动,大多数为直线运动,也有少数为弧线运动。本文讨论的重点是直线导轨系统。当然,直线导轨的很多技术可以直接应用弧形导轨。
导轨为什么被称为“系统”呢?这是因为导轨系统的工作包含着若干组件的同时工作,最基本的组件为一个运动组件和一个固定组件。运动组件的形式有多种多样,以后将予以详细介绍,固定组件一般为道轨式,它是导轨精度的保证,如果导轨弯曲变形,运动组件或滑动组件便失去精确的导向。
机床制造厂都在尽最大的努力,确保导轨安装的精确性。导轨被加工前。导轨和工作部件都已经过时效处理。以消除内应力。为了保证导轨的精度和延长使用寿命,刮研是一种常用的工艺方法。
1、镶钢导轨
机床上最常用的导轨形式是镶钢导轨,它的使用已有很长的历史。镶钢导轨是导轨系统的固定组件,其截面为矩形。它可水平装在机床的床身上,也可以与床身铸成一体,分别被称为镶钢式或整体式。镶钢式导轨是由钢制成的,经淬硬和磨削。硬度在洛氏硬度60度以上、把镶钢导轨用螺钉或粘结剂(环氧树脂)贴在机床床身或经刮研的立柱配合表面上,确保导轨获得最佳的平面度。这种形式,维修更换方便、简单,很受维修工人的欢迎。
整体导轨或铸造导轨,即钢导轨与底座铸成一体,加工后再经精磨到要求的尺寸和光洁度。导轨必须经过火焰淬火提高表面硬度,以提高导轨的耐磨性。床身一般为球墨铸铁,当然球墨铸铁的硬度比不上钢,整体导轨可以重新修理和淬硬,但更换它几乎是不可能的。
为了实现上述的目的,机床制造者过去的通常做法是:钢导轨的边缘设计有钩形的“耳朵”,在浇铸底座前,把钢导轨置于底座的铸模内,再把铁水浇入铸模内,这样便把钢导轨与底座铸成一体。
2、滑动导轨
传统导轨的发展,首先表现在滑动组件和导轨形式上,滑动导轨的特点是导轨和滑动件之间使用了介质,形式的不同在于选择不同的介质。
液压被广泛用于许多导轨系统。静压导轨是其中的一种,液压油在压力作用下,进入滑动组件的沟槽,在导轨和滑动组件之间形成油膜,把导轨和移动组件隔开,这样大大减少移动组件的摩擦力。静压导轨对大负荷是极其有效的,对偏心负荷有补偿作用。例如:一个大型的砂型箱在加工时,正好走到机床行程的末端,负载导轨能够增大油压,使导轨准确地保持着水平负载的状态。有的卧式镗铣床使用这种技术补偿深孔加工时主轴转速的下降。
利用油作为介质的另一种导轨形式是动压导轨,动压导轨与静压导轨的不同点是:油不是在压力下起作用的,它利用油的粘度来避免移动组件和导轨之间的直接接触,优点是节省液压油泵。

空气也可以用于移动组件和导轨之间的介质,它也有两种形式,气动静压导轨和气动动压导轨,工作原理与液压导轨相同。
使用比较普通的抗摩擦导轨,它是在移动组件上安装一种抗摩擦材料(如聚氯乙烯或青铜混合材料等),以替代液体介质,如油或空气。其作用与液体介质相似,安装在移动组件上的抗摩擦材料应设计有油槽,满足移动组件和导轨表面之间油润滑或其它形式润滑的需要。
众所周知,平面导轨和移动组件之间的接触面积比较大,移动组件要作快速微量进给.需要克服移动组件的惯量,因此将会产生爬行现象。当滚珠丝杠或其它驱动力推动移动组件移动时,产生一个轻微粘附阻力,移动组件开始运动时,由于移动组件处于被抓住的状态,出现了轻微的跳动,导致产生爬行,这种现象对于大的移动影响不大,而对于微量移动,就成为一个问题。
可调性是平面导轨特有的优点,根据导轨的使用情况,平面导轨系统至少有一个或一个以上的可调边。由于移动组件沿着直线导轨的侧边移动,保证移动组件与导轨侧面紧密接触是极为重要的。普遍使用调整的方法是斜铁,斜铁位于移动组件和导轨接触面相对的侧面之间。形状为锥形条块角铁,可以精确地调整,以消除移动部件和导轨之间的间隙。如果滑动部件或导轨磨损,接触表面之间的间隙加大,可调整斜铁进行补偿。
机床制造厂已发明了斜铁自动调整的专利技术,它的基本原理是使斜铁保持固定的弹簧压力,一旦导轨系统被磨损,斜铁能自动地消除移动部件与导轨之间的间隙。

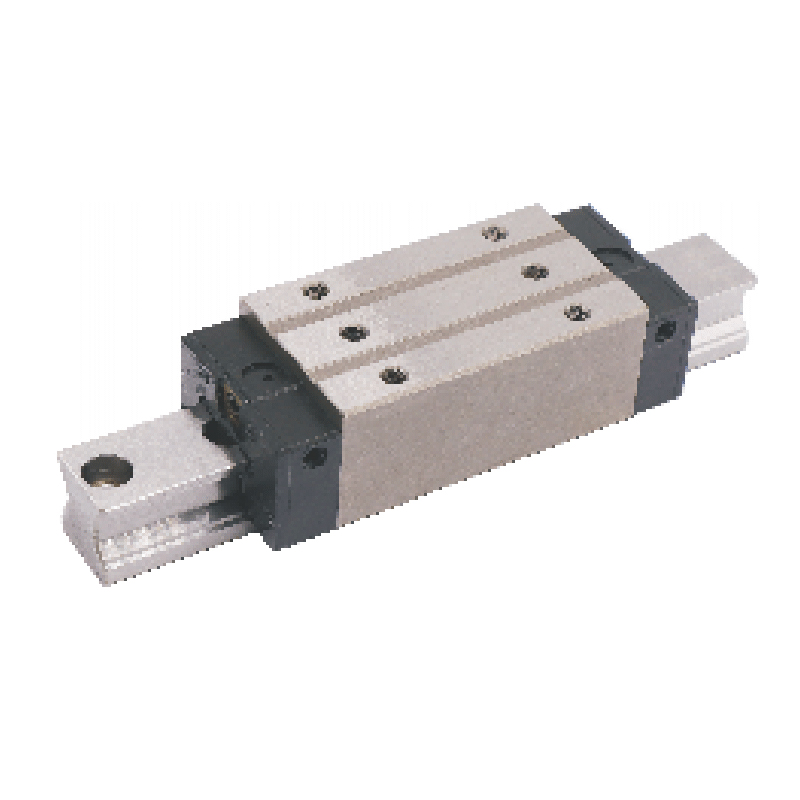
3、直线导轨
新的导轨系统使机床可获得快速进给速度,在主轴转速相同的情况下,快速进给是直线导轨的特点。直线导轨与平面导轨一样,有两个基本组件;一个作为导向的为固定组件,另一个是移动组件。由于直线导轨是标准部件,对机床制造厂来说.唯一要做的只是加工一个安装导轨的平面和校调导轨的平行度。当然,为了保证机床的精度,床身或立柱少量的刮研是必不可少的,在多数情况下,安装是比较简单的。
作为导向的导轨为淬硬钢,经精磨后置于安装平面上。与平面导轨比较,直线导轨横截面的几何形状,比平面导轨复杂,复杂的原因是因为导轨上需要加工出沟槽,以利于滑动组件的移动,沟槽的形状和数量,取决于机床要完成的功能。例如:一个既承受直线作用力,又承受颠覆力矩的导轨系统,与仅承受直线作用力的导轨相比.设计上有很大的不同。
直线导轨的移动组件和固定组件之间不用中间介质,而用滚动钢球。因为滚动钢球适应于高速运动、摩擦系数小、灵敏度高,满足运动部件的工作要求,如机床的刀架,拖板等。直线导轨系统的固定组件(导轨)的基本功能如同轴承环,安装钢球的支架,形状为“v”字形。支架包裹着导轨的顶部和两侧面。为了支撑机床的工作部件,一套直线导轨至少有四个支架。用于支撑大型的工作部件,支架的数量可以多于四个。
机床的工作部件移动时,钢球就在支架沟槽中循环流动,把支架的磨损量分摊到各个钢球上,从而延长直线导轨的使用寿命。为了消除支架与导轨之间的间隙,预加负载能提高导轨系统的稳定性,预加负荷的获得.是在导轨和支架之间安装超尺寸的钢球。钢球直径公差为±20微米,以0.5微米为增量,将钢球筛选分类,分别装到导轨上,预加负载的大小,取决于作用在钢球上的作用力。如果作用在钢球上的作用力太大,钢球经受预加负荷时间过长,导致支架运动阻力增大。这里就有一个平衡作用问题;为了提高系统的灵敏度,减少运动阻力,相应地要减少预加负荷,而为了提高运动精度和精度的保持性,要求有足够的预加负数,这是矛盾的两方面。
工作时间过长,钢球开始磨损,作用在钢球上的预加负载开始减弱,导致机床工作部件运动精度的降低。如果要保持初始精度,必须更换导轨支架,甚至更换导轨。如果导轨系统已有预加负载作用。系统精度已丧失,唯一的方法是更换滚动组件。
导轨系统的设计,力求固定组件和移动组件之间有最大的接触面积,这不但能提高系统的承载能力,而且系统能承受间歇切削或重力切削产生的冲击力,把作用力广泛扩散,扩大承受力的面积。为了实现这一点,导轨系统的沟槽形状有多种多样,具有代表性的有两种,一种称为哥待式(尖拱式),形状是半园的延伸,接触点为顶点;另一种为园弧形,同样能起相同的作用。无论哪一种结构形式,目的只有一个,力求更多的滚动钢球半径与导轨接触(固定组件)。决定系统性能特点的因素是:滚动组件怎样与导轨接触,这是问题的关键。

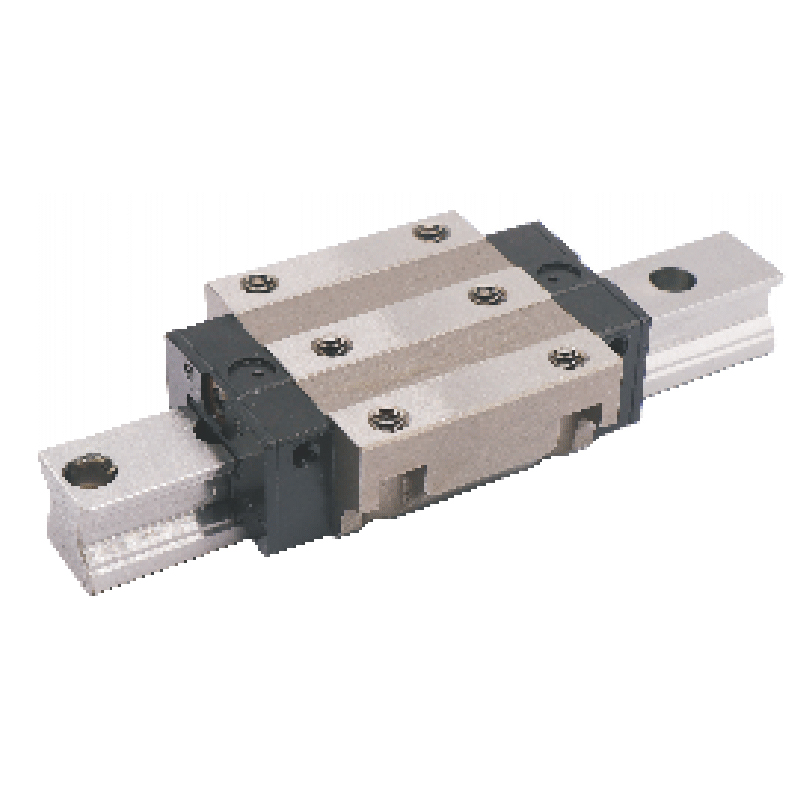
4、直线滚柱导轨
直线滚柱导轨系统是平面导轨与直线滚柱导轨的组合,用滚柱安装在平行导轨上,用滚柱代钢球承载机床的运动部件。优点是接触面积大、承载负荷大、灵敏度高。从床身尾部看,支架与滚柱置于平面导轨的顶面和侧面,为了获得高精度,在机床工作部件和支架内面之间,设置一块楔板,使预加负载作用于支架的侧面。楔板的工作原理与斜铁相似,工作部件的重量作用于支架的顶面。由于作用在导轨系统上的预加负荷是可调的,为此楔板的损失得到补偿,这一特点被广泛用于中型或大型机床上,因为它对CNC指令反应灵敏,承受负荷大,直线滚柱导轨系统比传统的平面导机能经受高速运转,改善机床的性能。
5、其它形式的导轨
机床上常用的另一种导轨形式是燕尾槽导轨,一般用于机床运动部件的定位。例如:车削中心的尾架,导轨系统可以使尾架在上面移动或者移到要求的位置去支承被加工零件,然后迅速夹紧。机床很多附件,如定位工作台、回转工作台或旋转轴等,也采用燕尾槽导轨作为定位组件。然后夹紧在要求的位置上。如果机床往复行程较长,则采用V型导软,如平面磨床和刨床等。优点是V型导轨系统导向性好,能承受重力切削。有的采用V型导轨和平面导轨相结合的形式,V型导轨作为导向,平面导轨作为支承体。

为了保证导轨系统的寿命。维修是很关键的。导轨是机床的精密部件之一,不可能100%有防尘保护,灰尘污染大。因此、用户要定期检查、维护。液压平面导轨一般为自身润滑,介质本身就是润滑剂。直线导轨和直线滚柱导柱则要求定期润滑,很多直线导轨系统的钢球和滚柱部分都安装有油脂接头与支架相连接。有的用导管连接,使油脂润滑更方便,有的备有自动润滑附件。无论采用什么形式的导轨系统,保持滚动组件的良好润滑,能减少导轨系统的磨损,延长机床精度的保持时间。

安昂自营

安昂自营

安昂自营
安昂自营

安昂自营

安昂自营
安昂自营

安昂自营

安昂自营

安昂自营
移动安昂商城
手机商城:m.vipdo.cn











