全国服务热线:
2014-11-25 浏览量 63819
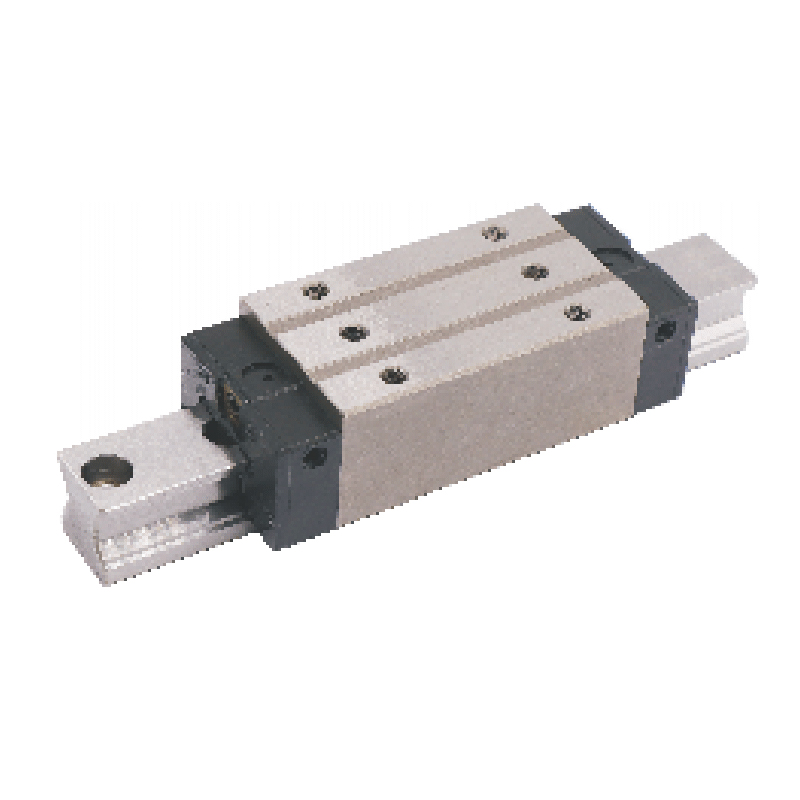
AA直线导轨 ANE-A/ANE-AS
安昂自营
AA直线导轨 ANH-A/ANH-AL
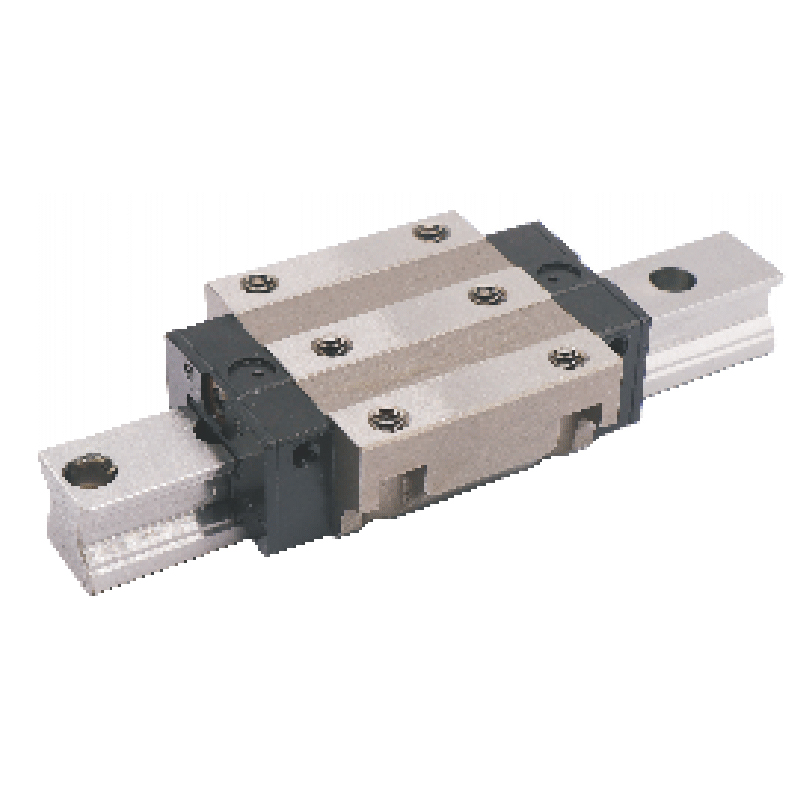
AA直线导轨 ANE-BS/ANE-B
ANG直线导轨 ANG-B/ANG-BL
AA直线导轨 ANN-C/ANN-H
AA直线导轨 ANH-B/ANH-BL
ANG直线导轨 ANG-A/ANG/AL
AA直线导轨 ANL-B/ANL-BL
AA直线导轨 ANW-C/ANW-H
工业滑轨 轻载型 三段式 内轨可抽出