某厂生产使用的金切设备中,有一台海宁机床厂生产的M1083A无心外圆磨床。该设备的特点是刚性好、生产效率高、设备使用性能良好,能适应大批量生产的需要。其磨削轮、导轮主轴前、后
轴承[轴承:轴承,thk轴承,tr轴承,NSK轴承,NTN轴承,SKF轴承,NACHI轴承,KOYO轴承,HCH轴承,IKO轴承]均采用薄膜反馈静压
轴承[轴承:轴承,thk轴承,tr轴承,NSK轴承,NTN轴承,SKF轴承,NACHI轴承,KOYO轴承,HCH轴承,IKO轴承],
轴承[轴承:轴承,thk轴承,tr轴承,NSK轴承,NTN轴承,SKF轴承,NACHI轴承,KOYO轴承,HCH轴承,IKO轴承]为四油腔对称结构。该设备最近出现了砂轮架主轴静压轴承副研死故障,我们对其进行了成功的修复。下面结合修理过程对设备发生故障的原因,静压轴承副修复工艺加以总结。故障原因分析砂轮架主轴(磨削轮主轴)轴承研死的原因主要在两个方面:第一是润滑油泵送油油路的阻塞:第二是进入轴承油腔主油路的阻塞。这两个原因将直接导致进入轴承油腔的润滑油油量不足或油压不够而导致砂轮架主轴启动时轴承副发生研死故障。
送油油路的阻塞主要是在滤油器处。M1083A送油路上共有三重滤油器,特别是精滤器易被堵塞或滤芯纸质溶化致使送油压力下降,油量不足,使油压过低,而同时主轴启动电器互锁系统失灵,导致静压轴承副研死。
进入轴承油腔的油路阻塞主要是在薄膜反馈节流阀间隙处。间隙严重阻塞时,进入油腔的油量很少,油压很低,主轴不能很好地在轴承中浮起,若扳动磨削轮则转不动或很重,此时一旦启动磨削主轴则同样引起静压轴承副研死。
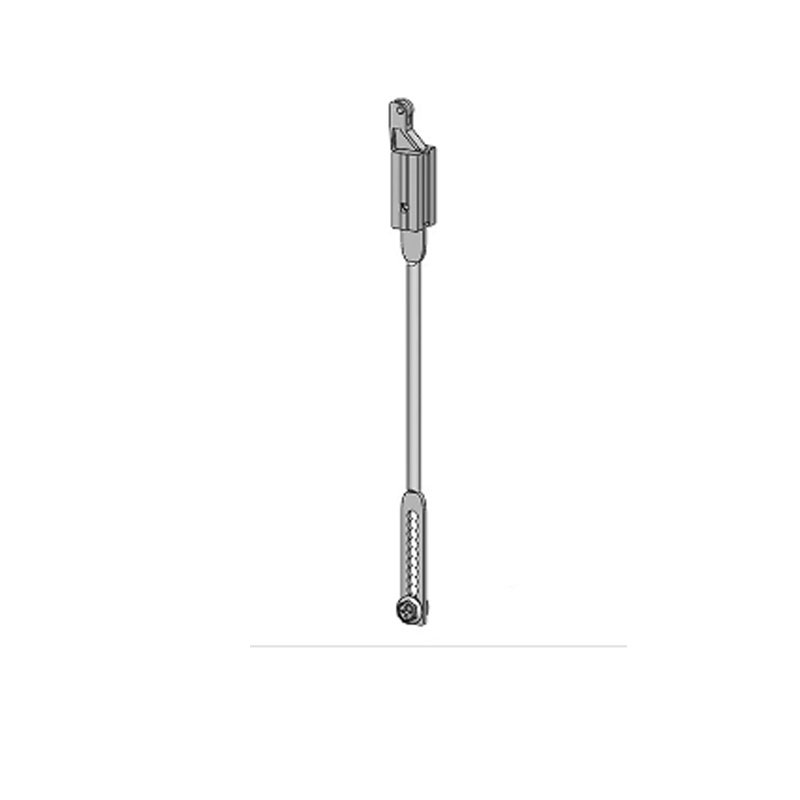
1.2-105mm处与轴承配合间隙0.055~0.060mm2.2-?105mm椭圆度、锥度允差0.002mmM1083A砂轮架主轴简图M1083A砂轮架主轴零件如右图。2修复工艺我们将砂轮主轴拆下后,发现故障主要在主轴前轴承,后轴承则无明显研死痕迹。首先我们用千分尺对主轴前轴颈进行精确测量,实际尺寸为105-0.008-0.007mm,用内径千分表测得轴承内孔直径为? 105+0.048+0.051mm,由此可知其配合间隙在0.055~0.059mm之间,而静压轴承副的配合间隙要求为0.006D(D为主轴轴颈公称尺寸),M1083A主轴轴颈D=105mm,其配合间隙技术要求应为0.063mm。设计要求的配合间隙为0.055~0.060mm,经过实际测量尺寸可知其基本能满足主轴与轴承之间的配合间隙要求。主轴轴颈圆度误差为0.001mm,满足图纸要求的0.002mm圆度允差,从而保证了设备主轴部件的回转精度及刚度。从拆下的主轴上可以看出,主轴轴颈表面没有太明显的伤痕,我们将主轴在C630-1车床上对主轴轴颈进行表面抛光,使其表面达到Ra0.8μm要求,抛光后对主轴轴颈进行重新测量,其尺寸为105-0.010-0.008mm。另外,如果主轴轴颈表面有明显伤痕,则必须对主轴轴颈进行精磨,以保证表面粗糙度:如果磨削之后,轴颈变小,不能满足主轴与轴承的配合间隙要求,则必须对主轴轴颈进行可靠的涮镀修复,以保证主轴———轴承副的配合间隙达到技术要求,否则将严重影响设备的刚性及正常工作。
检查轴承内孔,发现前轴承孔上有明显的摩擦痕迹,而主轴轴颈等通过检查其各项精度基本在允差范围内,排除了主轴超差因素。同时检查润滑油路发现油路堵塞严重。在主轴轴颈抛光达到要求的表面粗糙度后,对轴承内孔的修复则较为复杂,不易操作,精度不好保证。我们先根据主轴轴颈?105-0.010-0.008mm尺寸及要求的主轴与轴承之间的配合间隙0.063mm设计制作一直径为?105+0.038+0.040mm检验心轴,其锥度、圆度允差为0.002mm,作为最终检查工具,同时设计、制作了研?105+0.038+0.040mm心棒能较顺利插入轴承内孔且用丹粉检查心棒与轴承内孔接触均匀时轴承内孔的修复就基本完成。最后,还要用内径千分表精确校验轴承内孔尺寸。
用心棒检验内孔的优点是心棒较小,在研磨内孔时,可以随时测量,而主轴相对太大、太重,不易搬动。再则用心棒检测,避免了主轴不必要的磕碰伤。
在研磨轴承内孔时,要注意勤测量,反复修研,反复测量,直至达到各方面要求为止。应当注意的是,在修复研死的轴承孔时,决不能用刮刀刮削轴承内孔,这样极易使前、后轴承孔同轴度及所修轴承孔粗糙度超差,同时在所修轴承孔内面上留下因刮削而产生的坑洼,在设备修复运转时破坏主轴——轴承副压力区的建立。
在主轴轴颈、轴承孔修复完成后,需要对润滑油路的所有液压元件及油池进行彻底的清洗。特别是薄膜反馈节流阀应用干净煤油进行多次反复分解、清洗,在保证其原始间隙G0=0.07mm及润滑系统供油压力P=1MPa前提下,其四个出油口压力相等。在没有阻滞的情况下,用手轻轻地转动主轴砂轮手感比较轻松,才可启动砂轮主轴,否则必须重新对薄膜反馈系统进行分解、清洗。砂轮主轴启动后,不能急于施加负荷,必须经过至少4h的连续空运转无异常情况发生时,才可以使之投入生产。至此,该静压轴承副研死故障已经全部排除。